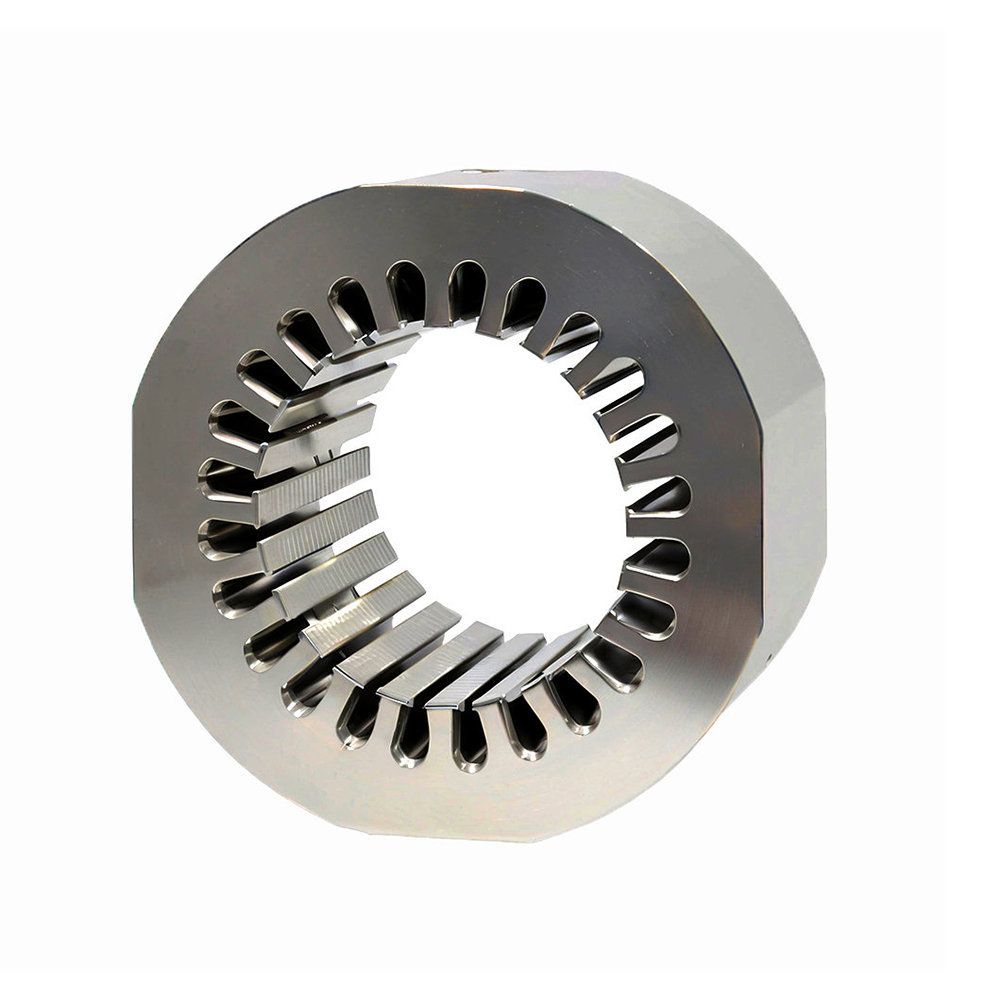
Prensa de precisión de tipo abierto OCP-260
1.La OCP-260 está especialmente diseñada para núcleos de motor delgados de 0,35-0,5 mm, con una velocidad de punzonado de 120 veces/minuto, una precisión de posicionamiento repetido de ±0,06 mm, rebabas ≤0,04 mm tras el ajuste manual, y un coeficiente de apilamiento ≥0,94. Es adecuado para núcleos con un diámetro exterior de 80-300mm, un índice de utilización de material de 90%, y una vida útil del molde de más de 1 millón de punzones (material DC53). Cambio manual de molde ≤20 minutos, tasa de paso de muestreo manual ≥97%, y un coste unitario de 0,12 yuanes/pieza, cumpliendo los requisitos de eficiencia energética IE3 de electrodomésticos y motores industriales, entrega en 96 horas, y un punto de referencia rentable para modelos de gama media.
2. Principales ventajas de OCP-260
(1). Corte de precisión de materiales finos:
Rebaba de chapa de acero al silicio de 0,35 mm ≤0,04 mm (≤0,02 mm tras desbarbado por vibración), tolerancia dimensional ±0,06 mm, coeficiente de solapamiento ≥0,94;
Planitud de la chapa laminada en frío de 0,5 mm ≤0,1 mm/100 mm, índice de paso de equilibrado dinámico ≥98% tras la clasificación manual.
(2). Adaptabilidad del proceso:
Cobertura total del núcleo de hierro de 80-300 mm de diámetro exterior, molde estándar DC53 de alta duración (coste 50.000-80.000 yuanes/conjunto), índice de utilización del material 90%;
Cambio manual de molde ≤20 minutos (bastidor de molde de columna guía), muestreo manual de 3 piezas por hora, inspección completa de dimensiones clave.
(3). Producción en serie económica y eficiente:
Velocidad de punzonado 120 veces/minuto, capacidad de un solo turno 5000-6000 piezas, tarifa de procesamiento de una sola pieza 0,12 yuanes, 50% inferior a la servo punzonadora;
Compatible con acero al silicio, aleación amorfa (0,35-1,0 mm), adecuado para motores de eficiencia energética IE3 y núcleos de accionamiento auxiliar de nueva energía.
Descripción de la restricción:
No apto para escenas de precisión con diámetro exterior > 300mm o requisitos de rebaba ≤ 0,015mm;
(Nota: Los parámetros se basan en "GB/T 13914-2013" y en datos medidos por la industria, centrándose en la rentabilidad de los materiales finos y destacando la capacidad del control fino manual).