¿En qué consiste el proceso de laminado de los núcleos del estator y el rotor?
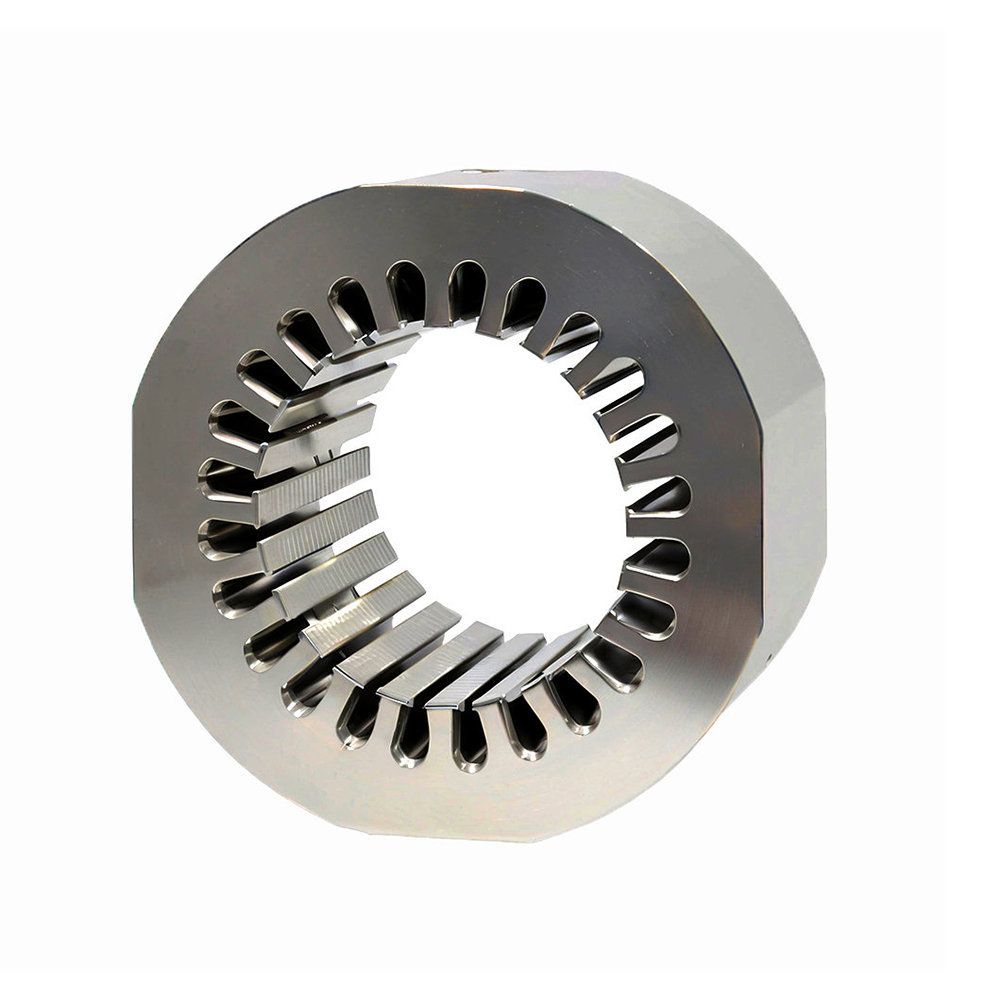
Las piezas del núcleo del estator y del rotor del motor adoptan matrices progresivas multiestación de alta precisión, alta eficiencia y larga duración, y se punzonan automáticamente en punzonadoras de alta velocidad. Se trata de una aplicación concreta de la moderna tecnología de estampación. El proceso de punzonado consiste en que, una vez que el material en banda sale de la bobina, primero se nivela mediante una máquina niveladora y, a continuación, se alimenta mediante un dispositivo de alimentación automático. Después de que el material en tiras entre en la matriz, puede completarse sucesivamente. Punzonado, formado, acabado, recorte, laminación automática del núcleo, blanking de laminaciones con torsión, blanking de laminaciones con laminaciones inversas y otros procesos, todo el proceso de punzonado es completado automáticamente por la punzonadora de alta velocidad.
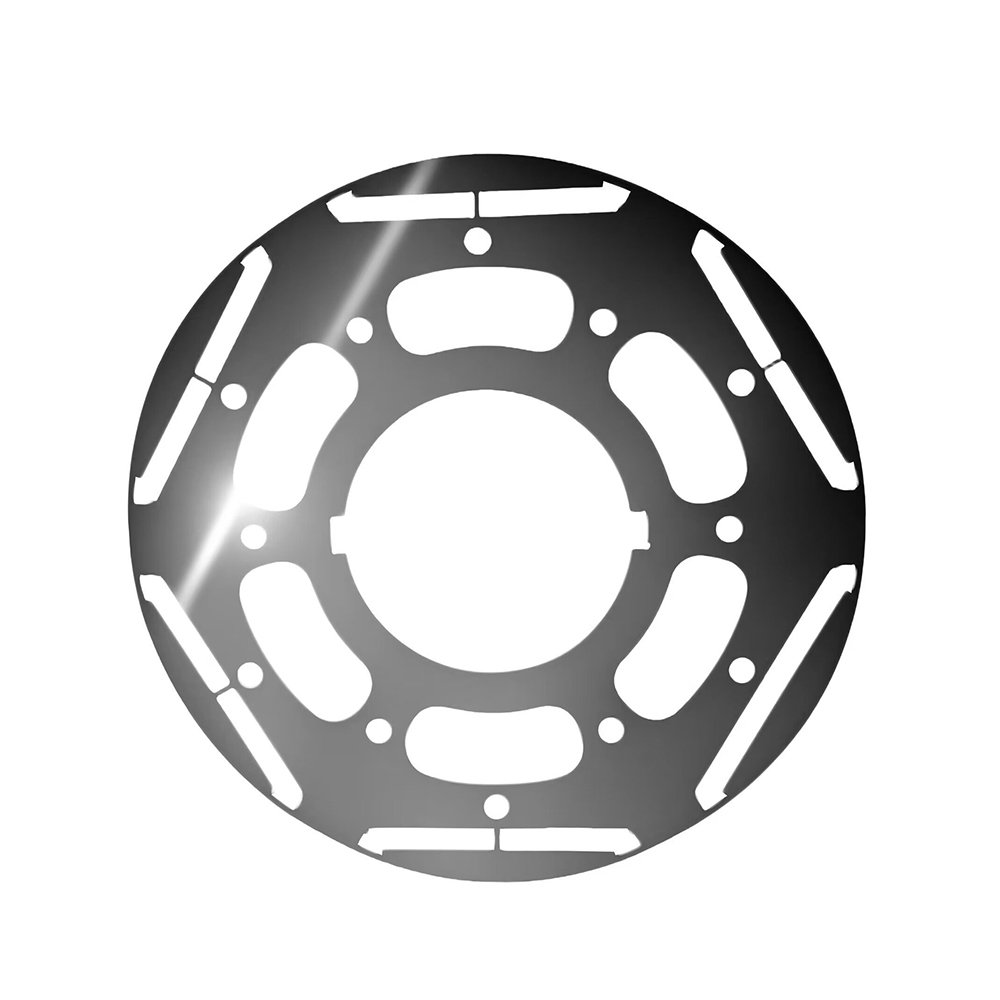
La chapa del rotor es un componente antiinterferente de uso común en los circuitos electrónicos, que tiene un excelente efecto inhibidor del ruido de alta frecuencia y suele estar fabricado con materiales de ferrita. El punzón de núcleo de rotor no es un término profesional en la industria eléctrica. El punzón de núcleo de rotor es también un tipo de núcleo de rotor. El punzón del núcleo del rotor (núcleo magnético) es la piedra angular de todo el motor, que se utiliza para aumentar el flujo magnético de la bobina inductora y lograr la máxima conversión de la fuerza electromagnética. El núcleo del motor suele ser una combinación de estator y rotor. El estator suele ser una pieza no giratoria, y el rotor suele estar incrustado dentro del estator.
En la industria del motor, el núcleo del estator y del rotor es una de las partes importantes del motor, y la laminación del núcleo del estator y del rotor es un paso importante en el proceso de uso. A continuación se describe el proceso de preparación para la laminación:
1. Compruebe la calidad de la soldadura por puntos de la placa dentada de prensado, la placa de la ranura de ventilación del estator y la placa perforada. Si hay desoldadura, debe devolverse.
2. Compruebe que el equipo y las herramientas pertinentes estén en buen estado.
3. Durante la laminación, la dirección de la rebaba de punzonado es coherente.
4. Si hay piezas rotas, dientes rotos o grietas en la placa perforadora, deben retirarse. 5. Si la película de pintura está dañada o su grosor es muy desigual, debe retirarse. 6. Si hay aceite en la superficie, límpielo antes de usarla.
5. Después de la laminación, utilice una varilla de conformación para limpiar la forma de la ranura. Utilice una varilla de ranurado para comprobar que cada forma de ranura debe pasar, y los archivos individuales que no pueden pasar pueden ser parcialmente reparados.