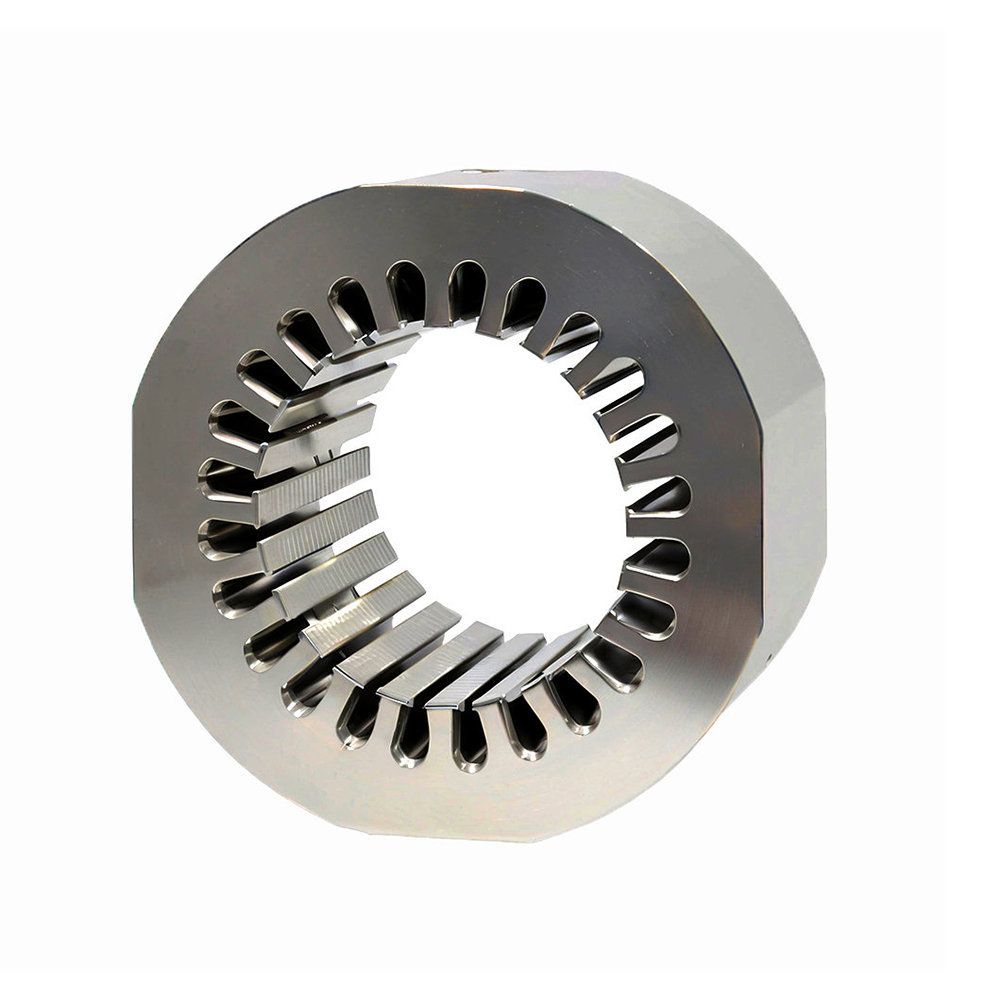
OCP-260 Prensa de precisão de tipo aberto
1.OCP-260 é especialmente projetado para núcleos de motor fino de 0,35-0,5 mm, com uma taxa de perfuração de 120 vezes / minuto, uma precisão de posicionamento repetido de ± 0,06 mm, rebarbas ≤0,04 mm após o ajuste manual e um coeficiente de empilhamento ≥0,94. É adequado para núcleos com um diâmetro externo de 80-300 mm, uma taxa de utilização de material de 90% e uma vida útil do molde de mais de 1 milhão de vezes de punção (material DC53). Troca manual de molde ≤20 minutos, taxa de aprovação de amostragem manual ≥97% e um custo unitário de 0,12 yuan / peça, atendendo aos requisitos de eficiência energética IE3 de eletrodomésticos e motores industriais, entrega de 96 horas e uma referência econômica para modelos de médio porte.
2. Vantagens principais do OCP-260
(1). Corte de precisão de materiais finos:
Rebarba de chapa de aço silício de 0,35 mm ≤0,04 mm (≤0,02 mm após rebarbação por vibração), tolerância dimensional ±0,06 mm, coeficiente de sobreposição ≥0,94;
Planicidade da placa laminada a frio de 0,5 mm ≤0,1 mm/100 mm, taxa de aprovação de balanceamento dinâmico ≥98% após classificação manual.
(2). Adaptabilidade do processo:
Cobertura total do núcleo de ferro de 80-300mm de diâmetro exterior, molde standard DC53 de alta duração (custo 50.000-80.000 yuan/conjunto), taxa de utilização do material 90%;
Mudança manual do molde ≤20 minutos (estrutura do molde da coluna de guia), amostragem manual de 3 peças por hora, inspeção completa das principais dimensões.
(3). Produção em massa económica e eficiente:
Velocidade de perfuração 120 vezes/minuto, capacidade de turno único 5000-6000 peças, taxa de processamento de peça única 0,12 yuan, 50% inferior à máquina de perfuração servo;
Compatível com aço silício, liga amorfa (0,35-1,0 mm), adequado para motores IE3 com eficiência energética e núcleos de acionamento auxiliares de energia nova.
Descrição da restrição:
Não é adequado para cenas de precisão com diâmetro exterior > 300 mm ou requisitos de rebarba ≤ 0,015 mm;
(Nota: Os parâmetros baseiam-se na norma "GB/T 13914-2013" e nos dados medidos pela indústria, centrando-se na relação custo-eficácia dos materiais finos e realçando a capacidade de controlo manual fino).