Qual é o processo de laminação dos núcleos do estator e do rotor?
As peças do estator do motor e do núcleo do rotor adoptam matrizes progressivas multi-estação de alta precisão, alta eficiência e longa duração, e são automaticamente perfuradas em prensas de punção de alta velocidade. Trata-se de uma aplicação concreta da moderna tecnologia de estampagem. O processo de perfuração consiste no seguinte: depois de o material em tira sair da bobina, é primeiro nivelado por uma máquina de nivelamento e depois alimentado por um dispositivo de alimentação automática. Depois que o material da tira entra na matriz, ele pode ser concluído em sucessão. Perfuração, formação, acabamento, corte, laminação automática do núcleo, corte de laminações com torção, corte de laminações com laminações inversas e outros processos, todo o processo de perfuração é automaticamente concluído pela prensa de perfuração de alta velocidade.
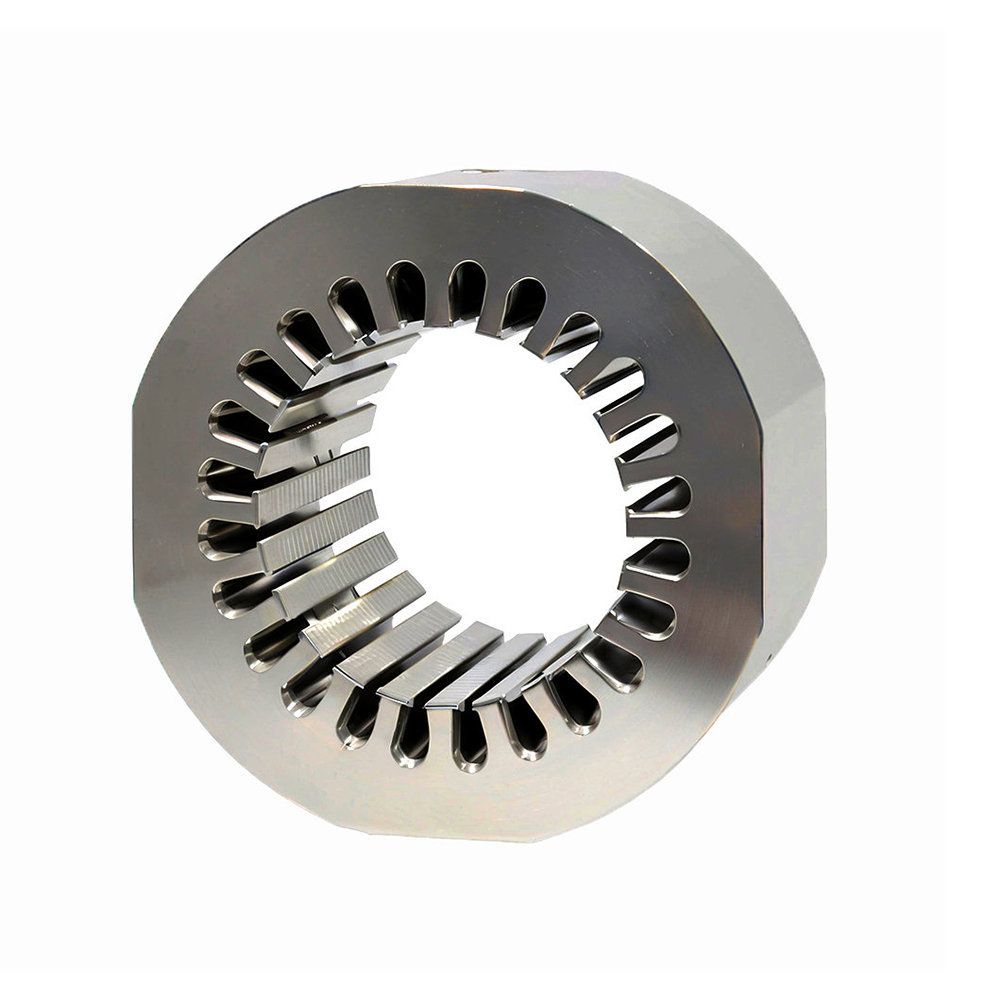
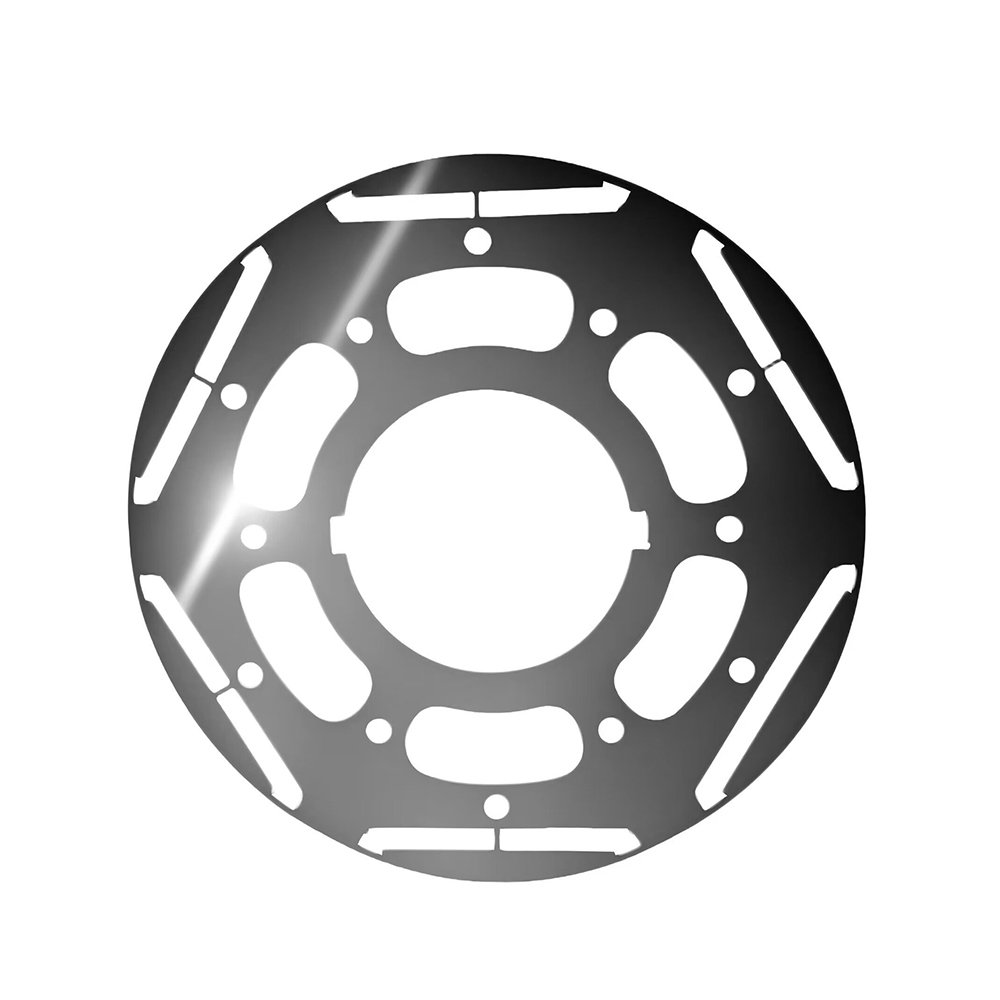
A folha do rotor é um componente anti-interferência comummente utilizado em circuitos electrónicos, que tem um excelente efeito inibidor sobre o ruído de alta frequência e é geralmente feito de materiais de ferrite. O punção do núcleo do rotor não é um termo profissional na indústria eléctrica. O punção do núcleo do rotor é também um tipo de núcleo do rotor. O punção do núcleo do rotor (núcleo magnético) é a pedra angular de todo o motor, que é utilizado para aumentar o fluxo magnético da bobina indutora e alcançar a conversão máxima da força electromagnética. O núcleo do motor é normalmente uma combinação de um estator e um rotor. O estator é normalmente uma parte não rotativa e o rotor está normalmente incorporado no estator.
Na indústria automóvel, o estator e o núcleo do rotor são uma das partes importantes do motor, e a laminação do estator e do núcleo do rotor é um passo importante no processo de utilização. Segue-se a preparação do processo de laminação:
1. Verificar a qualidade da soldadura por pontos da placa dentada de prensagem, da placa da ranhura de ventilação do estator e da placa de perfuração. Se houver dessoldadura, deve ser devolvida.
2. Verificar o bom estado do equipamento e das ferramentas.
3. Durante a laminação, a direção da rebarba de perfuração é consistente.
4. Se existirem peças partidas, dentes partidos ou fissuras na placa de perfuração, estas devem ser removidas. Se a película de tinta estiver danificada ou se a espessura da película de tinta for muito irregular, deve ser removida. Se houver óleo na superfície, limpe-o antes de o utilizar.
5. Após a laminação, utilizar uma vara de moldagem para limpar a forma da ranhura. Utilizar uma vara de ranhuras para verificar se cada forma de ranhura tem de passar, e as limas individuais que não passarem podem ser parcialmente reparadas.