В чем заключается процесс ламинирования сердечников статора и ротора?
Для изготовления деталей статора и ротора двигателя используются высокоточные, высокоэффективные и долговечные многопозиционные прогрессивные штампы, которые автоматически штампуются на высокоскоростных пробивных прессах. Это конкретное применение современной технологии штамповки. Процесс штамповки заключается в том, что после того, как полосовой материал выходит из рулона, он сначала выравнивается с помощью выравнивающей машины, а затем подается с помощью автоматического подающего устройства. После того как полосовой материал попадает в штамп, процесс штамповки может быть завершен последовательно. Пробивка, формовка, отделка, обрезка, автоматическое ламинирование сердцевины, заготовка ламинатов со скручиванием, заготовка ламинатов с обратным ламинированием и другие процессы - весь процесс пробивки автоматически завершается высокоскоростным пробивным прессом.
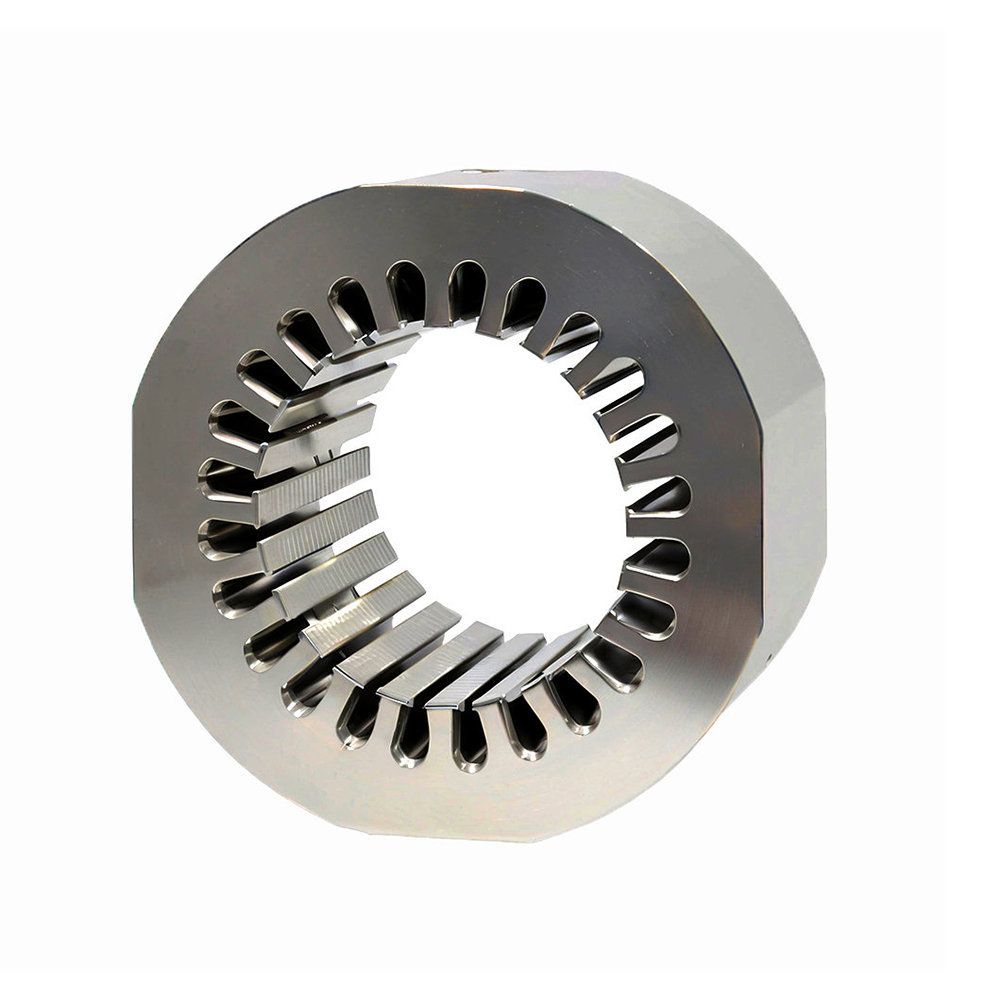
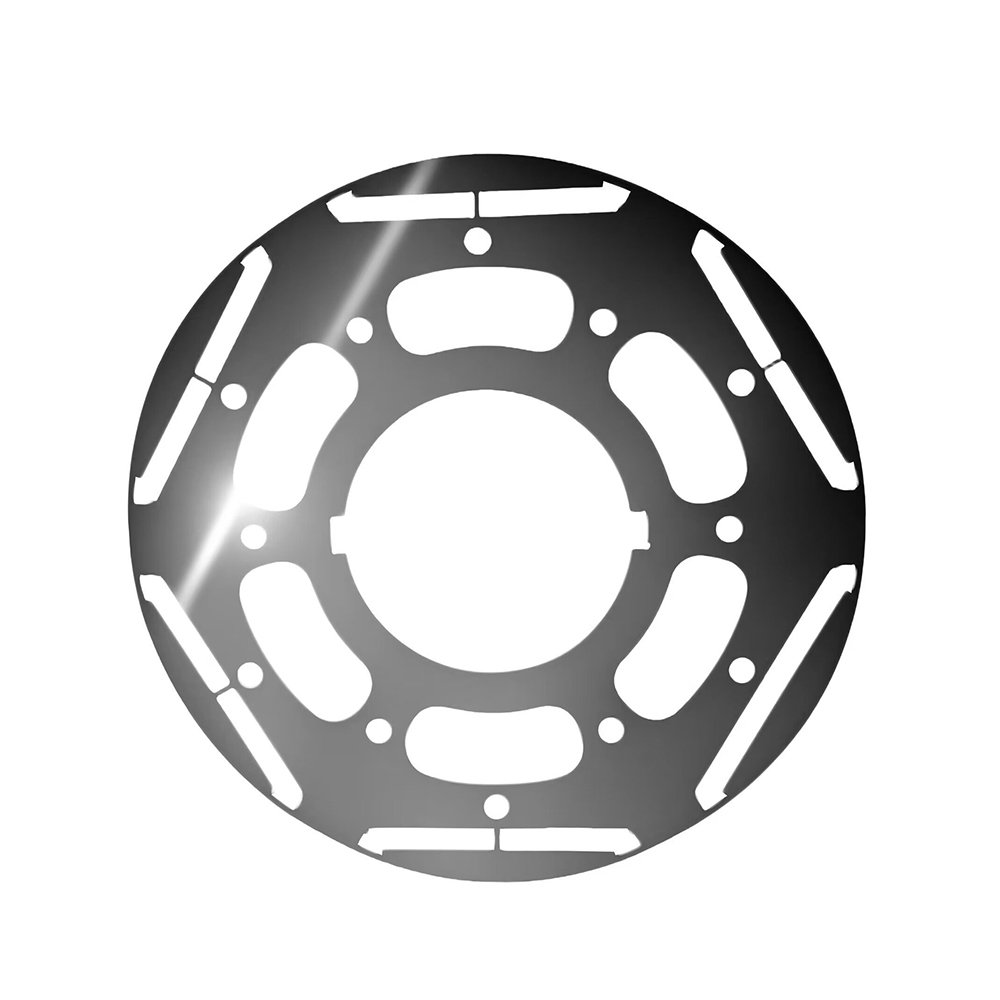
Лист ротора - это широко используемый в электронных схемах компонент защиты от помех, который обладает отличным подавляющим действием на высокочастотные шумы и обычно изготавливается из ферритовых материалов. Перфорация сердечника ротора не является профессиональным термином в электротехнической промышленности. Перфорация сердечника ротора также является разновидностью сердечника ротора. Перфорация сердечника ротора (магнитопровода) является краеугольным камнем всего двигателя, который используется для увеличения магнитного потока катушки индуктивности и достижения максимального преобразования электромагнитной силы. Сердечник двигателя обычно представляет собой комбинацию статора и ротора. Статор обычно является невращающейся частью, а ротор обычно встроен в статор.
В двигателестроении сердечник статора и ротора является одной из важных частей двигателя, а ламинирование сердечника статора и ротора - важный этап в процессе использования. Ниже описана подготовка к ламинированию:
1. Проверьте качество точечной сварки прижимной зубчатой пластины, пластины вентиляционной щели статора и вырубной пластины. Если есть отпайка, ее следует вернуть.
2. Убедитесь, что соответствующее оборудование и оснастка находятся в хорошем состоянии.
3. Во время ламинирования направление вырубных заусенцев неизменно.
4. Если на вырубной плите есть сломанные части, сломанные зубья или трещины, их необходимо удалить. Если лакокрасочная пленка повреждена или толщина лакокрасочной пленки сильно неравномерна, ее необходимо удалить. Если на поверхности есть масло, вытрите его перед использованием.
5. После ламинирования используйте формовочный стержень для очистки формы паза. С помощью пазового стержня проверьте, что каждый паз должен пройти, а отдельные файлы, которые не могут пройти, можно частично отремонтировать.